Membrane technology
Membrane technology covers all engineering approaches for the transport of substances between two fractions with the help of permeable membranes. In general, mechanical separation processes for separating gaseous or liquid streams use membrane technology.
Applications

Membrane separation processes operate without heating and therefore use less energy than conventional thermal separation processes such as distillation, sublimation or crystallization. The separation process is purely physical and both fractions (permeate and retentate) can be used. Cold separation using membrane technology is widely used in the food technology, biotechnology and pharmaceutical industries. Furthermore, using membranes enables separations to take place that would be impossible using thermal separation methods. For example, it is impossible to separate the constituents of azeotropic liquids or solutes which form isomorphic crystals by distillation or recrystallization but such separations can be achieved using membrane technology. Depending on the type of membrane, the selective separation of certain individual substances or substance mixtures is possible. Important technical applications include the production of drinking water by reverse osmosis (worldwide approximately 7 million cubic metres annually), filtrations in the food industry, the recovery of organic vapours such as petro-chemical vapour recovery and the electrolysis for chlorine production.
In waste water treatment, membrane technology is becoming increasingly important. With the help of ultra/microfiltration it is possible to remove particles, colloids and macromolecules, so that waste-water can be disinfected in this way. This is needed if waste-water is discharged into sensitive waters especially those designated for contact water-sports and recreation.
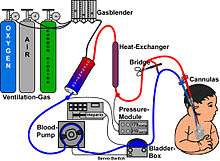
About half of the market is in medical applications such as use in artificial kidneys to remove toxic substances by hemodialysis and as artificial lung for bubble-free supply of oxygen in the blood.
The importance of membrane technology is growing in the field of environmental protection (NanoMemPro IPPC Database). Even in modern energy recovery techniques membranes are increasingly used, for example in fuel cells and in osmotic power plants.
Mass transfer
Two basic models can be distinguished for mass transfer through the membrane:
- the solution-diffusion model and
- the hydrodynamic model.
In real membranes, these two transport mechanisms certainly occur side by side, especially during ultra-filtration.
Solution-diffusion model
In the solution-diffusion model, transport occurs only by diffusion. The component that needs to be transported must first be dissolved in the membrane. The general approach of the solution-diffusion model is to assume that the chemical potential of the feed and permeate fluids are in equilibrium with the adjacent membrane surfaces such that appropriate expressions for the chemical potential in the fluid and membrane phases can be equated at the solution-membrane interface. This principle is more important for dense membranes without natural pores such as those used for reverse osmosis and in fuel cells. During the filtration process a boundary layer forms on the membrane. This concentration gradient is created by molecules which cannot pass through the membrane. The effect is referred as concentration polarization and, occurring during the filtration, leads to a reduced trans-membrane flow (flux). Concentration polarization is, in principle, reversible by cleaning the membrane which results in the initial flux being almost totally restored. Using a tangential flow to the membrane (cross-flow filtration) can also minimize concentration polarization.
Hydrodynamic model
Transport through pores – in the simplest case – is done convectively. This requires the size of the pores to be smaller than the diameter of the two separate components. Membranes which function according to this principle are used mainly in micro- and ultrafiltration. They are used to separate macromolecules from solutions, colloids from a dispersion or remove bacteria. During this process the retained particles or molecules form a pulpy mass (filter cake) on the membrane, and this blockage of the membrane hampers the filtration. This blockage can be reduced by the use of the cross-flow method (cross-flow filtration). Here, the liquid to be filtered flows along the front of the membrane and is separated by the pressure difference between the front and back of the membrane into retentate (the flowing concentrate) on the front and permeate (filtrate) on the back. The tangential flow on the front creates a shear stress that cracks the filter cake and reduces the fouling.
Membrane operations
According to the driving force of the operation it is possible to distinguish:
- Pressure driven operations
- Concentration driven operations
- Operations in an electric potential gradient
- electrodialysis
- membrane electrolysis e.g. chloralkali process
- electrodeionization
- electrofiltration
- fuel cell
- Operations in a temperature gradient
Membrane shapes and flow geometries
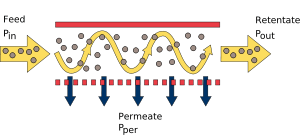
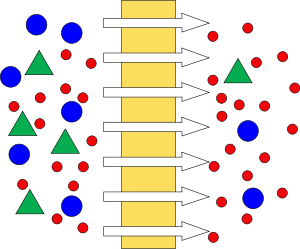
There are two main flow configurations of membrane processes: cross-flow (or) tangential flow and dead-end filtrations. In cross-flow filtration the feed flow is tangential to the surface of membrane, retentate is removed from the same side further downstream, whereas the permeate flow is tracked on the other side. In dead-end filtration the direction of the fluid flow is normal to the membrane surface. Both flow geometries offer some advantages and disadvantages. Generally, dead-end filtration is used for feasibility studies on a laboratory scale. The dead-end membranes are relatively easy to fabricate which reduces the cost of the separation process. The dead-end membrane separation process is easy to implement and the process is usually cheaper than cross-flow membrane filtration. The dead-end filtration process is usually a batch-type process, where the filtering solution is loaded (or slowly fed) into the membrane device, which then allows passage of some particles subject to the driving force. The main disadvantage of a dead end filtration is the extensive membrane fouling and concentration polarization. The fouling is usually induced faster at higher driving forces. Membrane fouling and particle retention in a feed solution also builds up a concentration gradients and particle back flow (concentration polarization). The tangential flow devices are more cost and labor-intensive, but they are less susceptible to fouling due to the sweeping effects and high shear rates of the passing flow. The most commonly used synthetic membrane devices (modules) are flat sheets/plates, spiral wounds, and hollow fibers.
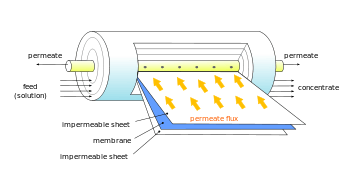
Flat plates are usually constructed as circular thin flat membrane surfaces to be used in dead-end geometry modules. Spiral wounds are constructed from similar flat membranes but in the form of a “pocket” containing two membrane sheets separated by a highly porous support plate.[1] Several such pockets are then wound around a tube to create a tangential flow geometry and to reduce membrane fouling. hollow fiber modules consist of an assembly of self-supporting fibers with dense skin separation layers, and a more open matrix helping to withstand pressure gradients and maintain structural integrity.[1] The hollow fiber modules can contain up to 10,000 fibers ranging from 200 to 2500 μm in diameter; The main advantage of hollow fiber modules is very large surface area within an enclosed volume, increasing the efficiency of the separation process.
 Hollow fiber membrane module
Hollow fiber membrane module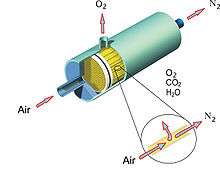 Separation of air into oxygen and nitrogen through a membrane
Separation of air into oxygen and nitrogen through a membrane
Disc tube module is using a cross-flow geometry, and consists of a pressure tube and hydraulic discs, which are held by a central tension rod, and membrane cushions that lie between two discs.[2]
Membrane performance and governing equations
The selection of synthetic membranes for a targeted separation process is usually based on few requirements. Membranes have to provide enough mass transfer area to process large amounts of feed stream. The selected membrane has to have high selectivity (rejection) properties for certain particles; it has to resist fouling and to have high mechanical stability. It also needs to be reproducible and to have low manufacturing costs. The main modeling equation for the dead-end filtration at constant pressure drop is represented by Darcy’s law:[1]

where Vp and Q are the volume of the permeate and its volumetric flow rate respectively (proportional to same characteristics of the feed flow), μ is dynamic viscosity of permeating fluid, A is membrane area, Rm and R are the respective resistances of membrane and growing deposit of the foulants. Rm can be interpreted as a membrane resistance to the solvent (water) permeation. This resistance is a membrane intrinsic property and is expected to be fairly constant and independent of the driving force, Δp. R is related to the type of membrane foulant, its concentration in the filtering solution, and the nature of foulant-membrane interactions. Darcy’s law allows for calculation of the membrane area for a targeted separation at given conditions. The solute sieving coefficient is defined by the equation:[1]

where Cf and Cp are the solute concentrations in feed and permeate respectively. Hydraulic permeability is defined as the inverse of resistance and is represented by the equation:[1]

where J is the permeate flux which is the volumetric flow rate per unit of membrane area. The solute sieving coefficient and hydraulic permeability allow the quick assessment of the synthetic membrane performance.
Membrane separation processes
Membrane separation processes have a very important role in the separation industry. Nevertheless, they were not considered technically important until the mid-1970s. Membrane separation processes differ based on separation mechanisms and size of the separated particles. The widely used membrane processes include microfiltration, ultrafiltration, nanofiltration, reverse osmosis, electrolysis, dialysis, electrodialysis, gas separation, vapor permeation, pervaporation, membrane distillation, and membrane contactors.[3] All processes except for pervaporation involve no phase change. All processes except (electro)dialysis are pressure driven. Microfltration and ultrafiltration is widely used in food and beverage processing (beer microfiltration, apple juice ultrafiltration), biotechnological applications and pharmaceutical industry (antibiotic production, protein purification), water purification and wastewater treatment, the microelectronics industry, and others. Nanofiltration and reverse osmosis membranes are mainly used for water purification purposes. Dense membranes are utilized for gas separations (removal of CO2 from natural gas, separating N2 from air, organic vapor removal from air or a nitrogen stream) and sometimes in membrane distillation. The later process helps in the separation of azeotropic compositions reducing the costs of distillation processes.
Pore size and selectivity
The pore sizes of technical membranes are specified differently depending on the manufacturer. One common distinction is by nominal pore size. It describes the maximum pore size distribution[4] and gives only vague information about the retention capacity of a membrane. The exclusion limit or "cut-off" of the membrane is usually specified in the form of NMWC (nominal molecular weight cut-off, or MWCO, molecular weight cut off, with units in Dalton). It is defined as the minimum molecular weight of a globular molecule that is retained to 90% by the membrane. The cut-off, depending on the method, can by converted to so-called D90, which is then expressed in a metric unit. In practice the MWCO of the membrane should be at least 20% lower than the molecular weight of the molecule that is to be separated.
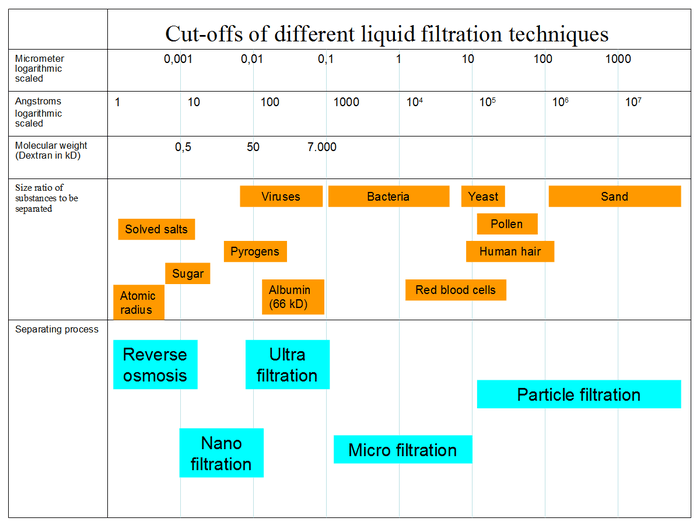
Filter membranes are divided into four classes according to pore size:
| Pore size | Molecular mass | Process | Filtration | Removal of |
|---|---|---|---|---|
| > 10 | "Classic" filter | |||
| > 0.1 µm | > 5000 kDa | microfiltration | < 2 bar | larger bacteria, yeast, particles |
| 100-2 nm | 5-5000 kDa | ultrafiltration | 1-10 bar | bacteria, macromolecules, proteins, larger viruses |
| 2-1 nm | 0.1-5 kDa | nanofiltration | 3-20 bar | viruses, 2- valent ions[5] |
| < 1 nm | < 100 Da | reverse osmosis | 10-80 bar | salts, small organic molecules |
The form and shape of the membrane pores are highly dependent on the manufacturing process and are often difficult to specify. Therefore, for characterization, test filtrations are carried out and the pore diameter refers to the diameter of the smallest particles which could not pass through the membrane.
The rejection can be determined in various ways and provides an indirect measurement of the pore size. One possibility is the filtration of macromolecules (often dextran, polyethylene glycol or albumin), another is measurement of the cut-off by gel permeation chromatography. These methods are used mainly to measure membranes for ultrafiltration applications. Another testing method is the filtration of particles with defined size and their measurement with a particle sizer or by laser induced breakdown spectroscopy (LIBS). A vivid characterization is to measure the rejection of dextran blue or other colored molecules. The retention of bacteriophage and bacteria, the so-called "bacteriachallenge test", can also provide information about the pore size.
| Nominal pore size | micro-organism | ATCC root number |
|---|---|---|
| 0.1 µm | Acholeplasma laidlawii | 23206 |
| 0.3 µm | Bacillus subtilis spores | 82 |
| 0.5 µm | Pseudomonas diminuta | 19146 |
| 0.45 µm | Serratia marcescens | 14756 |
| 0.65 µm | Lactobacillus brevis |
To determine the pore diameter, physical methods such as porosimetry (mercury, liquid-liquid porosimetry and Bubble Point Test) are also used, but a certain form of the pores (such as cylindrical or concatenated spherical holes) is assumed. Such methods are used for membranes whose pore geometry does not match the ideal, and we get "nominal" pore diameter, which characterizes the membrane, but does not necessarily reflect its actual filtration behavior and selectivity.
The selectivity is highly dependent on the separation process, the composition of the membrane and its electrochemical properties in addition to the pore size. With high selectivity, isotopes can be enriched (uranium enrichment) in nuclear engineering or industrial gases like nitrogen can be recovered (gas separation). Ideally, even racemics can be enriched with a suitable membrane.
When choosing membranes selectivity has priority over a high permeability, as low flows can easily be offset by increasing the filter surface with a modular structure. In gas phase filtration different deposition mechanisms are operative, so that particles having sizes below the pore size of the membrane can be retained as well.
See also
| Wikimedia Commons has media related to Membrane technology. |
Notes
- 1 2 3 4 5 Osada, Y., Nakagawa, T., Membrane Science and Technology, New York: Marcel Dekker, Inc,1992.
- ↑ "RCDT Module - Radial Channel Disc Tube (RCDT) Module". Radial Channel Disc Tube (RCDT) Module. Retrieved 2016-05-11.
- ↑ Pinnau, I., Freeman, B.D., Membrane Formation and Modification, ACS, 1999.
- ↑ TU Berlin script - 2 Principles of Membrane Processes (; PDF-Datei; 6,85 MB) Page 6 (German)
- ↑ Experience and potential application of nanofiltration - University of Linz (German) (PDF)
References
- Osada, Y., Nakagawa, T., Membrane Science and Technology, New York: Marcel Dekker, Inc,1992.
- Zeman, Leos J., Zydney, Andrew L., Microfiltration and Ultrafitration, Principles and Applications., New York: Marcel Dekker, Inc,1996.
- Mulder M., Basic Principles of Membrane Technology, Kluwer Academic Publishers, Netherlands, 1996.
- Jornitz, Maik W., Sterile Filtration, Springer, Germany, 2006
- Van Reis R., Zydney A. Bioprocess membrane technology. J Mem Sci. 297(2007): 16-50.
- Templin T., Johnston D., Singh V., Tumbleson M.E., Belyea R.L. Rausch K.D. Membrane separation of solids from corn processing streams. Biores Tech. 97(2006): 1536-1545.
- Ripperger S., Schulz G. Microporous membranes in biotechnical applications. Bioprocess Eng. 1(1986): 43-49.
- Thomas Melin, Robert Rautenbach, Membranverfahren, Springer, Germany, 2007, ISBN 3-540-00071-2.
- Munir Cheryan, Handbuch Ultrafiltration, Behr, 1990, ISBN 3-925673-87-3.
- Eberhard Staude, Membranen und Membranprozesse, VCH, 1992, ISBN 3-527-28041-3.