Overall equipment effectiveness
Overall equipment effectiveness (OEE) is a term coined by Seiichi Nakajima[1] in the 1960s to evaluate how effectively a manufacturing operation is utilized. It is based on the Harrington Emerson way of thinking regarding labor efficiency. The results are stated in a generic form which allows comparison between manufacturing units in differing industries. It is not however an absolute measure and is best used to identify scope for process performance improvement, and how to get the improvement.[2] If for example the cycle time is reduced, the OEE will increase i.e. more product is produced for less resource. Another example is if one enterprise serves a high volume, low variety market, and another enterprise serves a low volume, high variety market. More changeovers (set-ups) will lower the OEE in comparison, but if the product is sold at a premium, there could be more margin with a lower OEE.
OEE measurement is also commonly used as a key performance indicator (KPI) in conjunction with lean manufacturing efforts to provide an indicator of success. OEE can be illustrated by a brief discussion of the six metrics that comprise the system. The hierarchy consists of two top-level measures and four underlying measures.
Top-level metrics
Overall equipment effectiveness (OEE) and total effective equipment performance (TEEP) are two closely related metrics that report the overall utilization of facilities, time and material for manufacturing operations. These top view metrics directly indicate the gap between actual and ideal performance.
- Overall equipment effectiveness quantifies how well a manufacturing unit performs relative to its designed capacity, during the periods when it is scheduled to run.
- Total effective equipment performance (TEEP) measures OEE against calendar hours, i.e.: 24 hours per day, 365 days per year.
Underlying metrics
In addition to the above measures, there are four underlying metrics that provide understanding as to why and where the OEE and TEEP gaps exist.
The measurements are described below:
- Loading: The portion of the TEEP Metric that represents the percentage of total calendar time that is actually scheduled for operation.
- Availability: The portion of the OEE Metric that represents the percentage of scheduled time that the operation is available to operate. Often referred to as Uptime.
- Performance: The portion of the OEE Metric that represents the speed at which the Work Center runs as a percentage of its designed speed.
- Quality: The portion of the OEE Metric that represents the Good Units produced as a percentage of the Total Units Started. Commonly referred to as First Pass Yield FPY.
Calculations for OEE and TEEP
What follows is a detailed presentation of each of the six OEE / TEEP Metrics and examples of how to perform calculations. The calculations are not particularly complicated, but care must be taken as to standards that are used as the basis. Additionally, these calculations are valid at the work center or part number level but become more complicated if rolling up to aggregate levels.[3]
Overall equipment effectiveness
OEE breaks the performance of a manufacturing unit into three separate but measurable components: Availability, Performance, and Quality. Each component points to an aspect of the process that can be targeted for improvement. OEE may be applied to any individual Work Center, or rolled up to Department or Plant levels. This tool also allows for drilling down for very specific analysis, such as a particular Part Number, Shift, or any of several other parameters. It is unlikely that any manufacturing process can run at 100% OEE. Many manufacturers benchmark their industry to set a challenging target; 85% is not uncommon.
- OEE is calculated with the formula (Availability)*(Performance)*(Quality)[4]
- Using the examples given below:
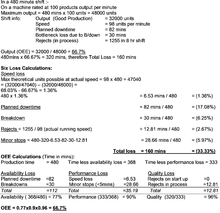
- (Availability= 86.6%)*(Performance=93%)*(Quality=91.3%)= (OEE=73.6%)
Alternatively, and often easier, OEE is calculated by dividing the minimum time needed to produce the parts under optimal conditions by the actual time needed to produce the parts. For example:
- Total Time: 8 hour shift or 28,800 seconds, producing 14,400 parts, or one part every 2 seconds.
- Fastest possible cycle time is 1.5 seconds, hence only 21,600 seconds would have been needed to produce the 14,400 parts. The remaining 7,200 seconds or 2 hours were lost.
- The OEE is now the 21,600 seconds divided by 28,800 seconds (same as minimal 1.5 seconds per part divided by 2 actual seconds per part), or 75%.
Total effective equipment performance
Where OEE measures effectiveness based on scheduled hours, TEEP measures effectiveness against calendar hours, i.e.: 24 hours per day, 365 days per year.
TEEP, therefore, reports the 'bottom line' utilization of assets.
TEEP = Loading * OEE[5]
Loading
The Loading portion of the TEEP Metric represents the percentage of time that an operation is scheduled to operate compared to the total Calendar Time that is available. The Loading Metric is a pure measurement of Schedule Effectiveness and is designed to exclude the effects how well that operation may perform.
Calculation: Loading = Scheduled Time / Calendar Time
Example:
A given Work Center is scheduled to run 5 Days per Week, 24 Hours per Day.
For a given week, the Total Calendar Time is 7 Days at 24 Hours.
Loading = (5 days x 24 hours) / (7 days x 24 hours) = 71.4%
Availability
The Availability portion of the OEE Metric represents the percentage of scheduled time that the operation is available to operate. The Availability Metric is a pure measurement of Uptime that is designed to exclude the effects of Quality, Performance, and Scheduled Downtime Events. The losses due to wasted availability are called availability losses.[6]
Example: A given Work Center is scheduled to run for an 8-hour (480 minute) shift with a 30-minute scheduled break and experiences 60 minutes of unplanned (breakdown) time. In this case, the 30 minute break should be considered "scheduled time" although it is planned downtime.
Operating Time = 480 Min Sched – 30 Min Sched Downtime – 60 Min Unsched Downtime = 390 Minutes
Calculation: Availability = operating time / scheduled time
Availability = 390 minutes / 480 minutes = 81.25%
Performance and productivity
Also known as "process rate", the Performance portion of the OEE Metric (also known as process rate) represents the speed at which the Work Center runs as a percentage of its designed speed. The Performance Metric is a pure measurement of speed that is designed to exclude the effects of Quality and Availability. The losses due to wasted performance are also often called speed losses. In practice it is often difficult to determine speed losses, and a common approach is to merely assign the remaining unknown losses as speed losses.
Calculation: Performance (Productivity) = (Parts Produced * Ideal Cycle Time) / Operating time [7]
Example:
A given Work Center is scheduled to run for an 8-hour (480 minute) shift with a 30-minute scheduled break.
Operating Time = 450 Min Scheduled – 60 Min Unscheduled Downtime = 390 Minutes
The Standard Rate for the part being produced is 40 Units/Hour or 1.5 Minutes/Unit
The Work Center produces 242 Total Units during the shift. Note: The basis is Total Units, not Good Units. The Performance metric does not penalize for Quality.
Time to Produce Parts = 242 Units * 1.5 Minutes/Unit = 363 Minutes
Performance (Productivity) = 363 Minutes / 390 Minutes = 93.0%
Quality
The Quality portion of the OEE Metric represents the Good Units produced as a percentage of the Total Units Started. The Quality Metric is a pure measurement of Process Yield that is designed to exclude the effects of Availability and Performance. The losses due to defects and rework are called quality losses.
Calculation: Quality = (Units produced - defective units) / (Units produced)[4]
Example:
242 Units are produced. 21 are defective.
(242 units produced - 21 defective units) = 221 units
221 good units / 242 total units produced = 91.32%
"Six Big Losses"
To be able to better determine what is contributing to the greatest loss and so what areas should be targeted to improve the performance, these categories (Availability, Performance and Quality) have been subdivided further into what is known as the ‘Six Big Losses’ to OEE.
These are categorized as follows:
| Availability | Performance | Quality |
|---|---|---|
| Planned Downtime | Minor Stops | Production Rejects |
| Breakdowns | Speed Loss | Rejects on Start up |
The reason for identifying the losses in these categories is so that specific countermeasures can be applied to reduce the loss and improve the overall OEE. The Six Loss categories can be calculated manually, but there are also a plethora of simple calculators online.[8]
Heuristic
OEE is useful as a heuristic, but can break down in several circumstances. For example, it may be far more costly to run a facility at certain times. Performance and quality may not be independent of each other or of availability and loading. Experience may develop over time. Since the performance of shop floor managers is at least sometimes compared to the OEE, these numbers are often not reliable, and there are numerous ways to fudge these numbers.[9]
OEE has properties of a geometric mean. As such it punishes variability among its subcomponents. For example, 20% * 80% = 16%, whereas 50% * 50% = 25%. When there are asymmetric costs associated with one or more of the components, then the model may become less appropriate.
Consider a system where the cost of error is exceptionally high. In such a condition, higher quality may be far more important in a proper evaluation of effectiveness than performance or availability. OEE also to some extent assumes a closed system and a potentially static one. If one can bring in additional resources (or lease out unused resources to other projects or business units) then it may be more appropriate for example to use an expected net present value analysis.
Variability in flow also can introduce important costs and risks that may merit further modeling. Sensitivity analysis and measures of change may be helpful.
Further reading
- Hansen, Robert C (2005). Overall Equipment Effectiveness (OEE). Industrial Press. ISBN 978-0-8311-3237-8.
- Koch, Arno (2007). OEE for the Production Team. Makigami. ISBN 978-90-78210-08-5. (English). ISBN 978-90-78210-07-8 (Dutch)., ISBN 978-3-940775-04-7 (German).
- Productivity Press Development Team (1999), OEE for Operators: Overall Equipment Effectiveness, Productivity Press, ISBN 978-1-56327-221-9
See also
References
- ↑ "Origin of OEE". OEE Foundation. Retrieved 15 July 2015.
- ↑ "Understanding OEE". Retrieved 7 July 2015.
- ↑ "OEE Overview - with Calculation Methods" (PDF). Retrieved 23 Sep 2013.
- 1 2 "Calculate OEE - Simple Calculator & OEE Formulas". SensrTrx | Cloud Manufacturing Analytics. Retrieved 2016-10-15.
- ↑ http://capstonemetrics.com/files/whitepaper-oeeoverview.pdf
- ↑ "Understanding Availability". Retrieved 9 Oct 2014.
- ↑ "OEE Primer: Calculating OEE". Retrieved 9 Jul 2013.
- ↑ "OEE & TEEP calculator".
- ↑ "Top Three Methods on how to Fudge Your OEE". Retrieved 5 Jan 2014.